How to Make Thin Wall Nitinol Tubing for Advanced Guidewire Applications


You make thin wall nitinol tubing for precision guidewires through a careful process. Starting with very pure materials, you closely monitor the alloy mix. Then, you apply special drawing methods and heat the tubing. Passivation ensures medical tools remain safe inside the body. Thin wall nitinol tubing for precision guidewires provides superelasticity, biocompatibility, and reliability. These qualities help medical tools perform effectively as precise instruments. Thin wall nitinol tubing for precision guidewires allows guidewires to bend easily while maintaining strength.
Key Takeaways
Use very pure nickel and titanium to make nitinol tubing. This makes the tubing safe and high-quality. The tubing has special bending and memory features. Shape the tubing with heating, extrusion, and drawing. This helps make the walls thin, strong, and flexible. The walls can be as thin as a human hair. Heat treat and passivate the tubing. This gives it superelasticity. It also protects from corrosion and nickel release in the body. Test the tubing often with strict rules. This makes sure it is strong, safe, and reliable for guidewire use. Thin wall nitinol tubing makes guidewires flexible and durable. It also makes them easy to control. This helps doctors do precise and safer surgeries.
Alloy Selection
Material Purity
You need very pure nickel and titanium to make guidewire tubing. These metals are the main parts of the nickel-titanium alloy. This alloy gives the tubing special features. If the metals have impurities, the tubing may not work well. It could also be unsafe for people. Medical-grade nitinol must follow rules like ISO 10993. This makes sure it does not cause allergies or let out bad nickel ions. You want to keep patients safe. So, you only use very pure nickel and titanium.
Tip: Always make sure your raw materials have ASTM F2063 certification. This helps your nickel-titanium alloy have the right shape memory and superelasticity for guidewires.
Alloy Control
You must control the nickel-titanium alloy mix very carefully. Even small changes in the mix can change how the tubing bends and moves. The mix must stay within strict limits. This gives the tubing the best superelasticity and shape memory. It helps the guidewire move in blood vessels without kinking or breaking.
Here is a table that shows why picking the right alloy is important for guidewires:
Feature | Benefit | Impact on Precision and Biocompatibility |
|---|---|---|
Superelasticity | Lets the tubing bend a lot and go back to shape | Helps guidewires move through tricky blood vessels without staying bent |
Shape Memory | Goes back to its original shape after bending | Keeps its shape during use, making it more accurate and reliable |
Biocompatibility | Lowers tissue damage and bad reactions | Lessens immune response and vessel harm, making it safer for patients |
Durability | Fights wear and rust | Makes sure it lasts long and works well in tough surgeries |
Radiopacity | Makes it easier to see with imaging | Helps doctors track the guidewire during surgery for better accuracy |
Nitinol’s superelasticity lets guidewires bend through tight, twisty vessels.
Studies show nitinol is safe for the body and causes less harm than other metals.
Tests show nitinol can bend and stretch many times without breaking.
Special surface treatments make the tubing smoother and easier to see, which helps keep patients safe.
You must watch every step of making the alloy. This makes sure the tubing meets all medical and mechanical needs.
Tube Formation

Hot Working
You begin by heating the nickel-titanium alloy above 800°C. This step is called hot working. The metal gets softer when it is hot. This makes it easier to shape. You can use forging or rolling to press it into a tube shape. Hot working changes the grain structure inside the alloy. This makes the metal stronger and more flexible. You must watch the temperature and pressure closely. If you do not, the metal can crack or have rough spots.
Note: Hot working is very important. It helps the rest of the process go well. If you do this step right, your nitinol tubes will be strong and flexible.
Here is a table that shows how hot working and extrusion help you get the right tube shape and properties:
Process Step | Technical Details & Effects |
|---|---|
Hot Working | Done above 800°C to make the metal easier to shape. Uses forging and rolling. Changes the grain structure to make it stronger and more flexible. Needs careful control to stop problems. |
Extrusion | Pushes the hot alloy through a die to make a tube. Makes the material more solid and even. |
Preliminary Shaping | Uses drawing and machining to change the size. Gets the tube ready for the next steps. |
Overall Benefit | First shaping steps are very important. They help keep nitinol’s special properties. They make sure the tube has the right shape and works well in medical tools. |
Extrusion
After hot working, you do extrusion. In this step, you push the hot alloy through a die. The die shapes the metal into a long, hollow tube. This is when you first see the tube shape. Extrusion makes the metal more solid and even. It also gets rid of weak spots inside the tube. You must keep the temperature and speed steady. This helps you make a smooth tube with the right thickness.
Nitinol ingots go through hot working and extrusion to change their inside structure and make them stronger. These steps help you make nitinol tubes with the right shape and strength for advanced guidewire use. If you follow each step carefully, the tubes will work well in medical devices.
Drawing Process
Mandrel Drawing
You start the drawing process by using a mandrel. The mandrel is a thin rod that goes inside the tube. This step is called mandrel drawing for precision. The mandrel supports the inside of the tube while you pull it through a die. The die shapes the outside of the tube. This method keeps the tube from collapsing. You get a smooth, even wall. Mandrel drawing helps you reach the tight tolerances needed for thin wall nitinol tubing for precision guidewires.
You must repeat the drawing steps many times. Each time, you reduce the diameter and wall thickness a little more. This is how you make ultra-thin wall nitinol tubing. The mandrel keeps the inside diameter steady. The die controls the outside diameter. You can make tubing with walls as thin as 0.05 mm. This is thinner than a human hair.
Tip: Always check the mandrel and die for wear. Worn tools can cause uneven thickness or scratches on the nitinol wire.
Ultra-Thin Wall Reduction
You achieve ultra-thin wall reduction by drawing the tube through smaller and smaller dies. You use cold drawing, which means you do not heat the metal much. Cold drawing makes the nitinol wire stronger and smoother. You must control the speed and force during each draw. If you go too fast, the tube can crack. If you use too much force, the wall can split.
To make ultra-thin nitinol tubing, you need to measure the wall thickness and diameter after every pass. You use special tools to check these sizes. You also use non-destructive tests like ultrasonic and eddy current testing. These tests find any hidden cracks or weak spots in the wire. You want every piece of tubing to meet strict standards for thin wall nitinol tubing for precision guidewires.
Here is a table that shows the key measurements and quality checks during the manufacturing process:
Measurement / Metric | Purpose / Verification |
|---|---|
Elemental Ratio Consistency | Makes sure the nitinol alloy keeps the right 50% nickel and 50% titanium mix. |
EDS Analysis | Checks for tiny amounts of other metals, like copper, to keep the alloy pure. |
Dimensional Controls | Measures wall thickness and diameter after each draw to keep tight tolerances. |
Mandrel Drawing Process | Stops the wall from collapsing and keeps the tube strong and flexible. |
Heating and Cold Drawing Steps | Softens the metal for shaping and slowly reduces the tube to the target thickness. |
You also use other tests to make sure the ultra-thin wall nitinol tubing is safe and strong:
You use strict dimensional controls to keep wall thickness and diameter within tight limits.
You use non-destructive tests like ultrasonic and eddy current testing to find hidden problems.
You test the wire’s strength and stretchiness with tensile tests.
You check how well the wire holds up under repeated bending with fatigue tests.
You use DSC to measure the temperatures where the nitinol changes shape.
You use SEM and AFM to look at the surface and check for smoothness and good passivation.
These steps help you make ultra-thin nitinol tubing that is strong, flexible, and reliable. You can trust that every wire will perform well in advanced guidewire applications. The drawing process lets you control every detail, from the inside diameter to the wall thickness. This is why ultra-thin wall nitinol tubing is the top choice for medical guidewires that need to move through narrow blood vessels.
Heat Treatment & Surface Finishing

Superelasticity Induction
You give super elastic nitinol tubing its special features by heating it. This is called shape setting and memory imparting. You heat the tubing to about 500–550 °C for 20 minutes. Tiny Ti3Ni4 particles form inside the metal during this time. These particles help the tubing bend and go back to its shape. You must control the heat and time to set the right transformation points, like the austenite finish temperature. This step lets the tubing bend and snap back many times. The tubing gets its memory and superelasticity from this process.
Heat treatment helps super elastic nitinol tubing:
Get strong shape memory and superelasticity.
Become tougher and less likely to break.
Work well in medical tools that bend and move.
Passivation
After heat treatment, you need to protect the tubing’s surface. Passivation makes a thin oxide layer on the outside. This layer stops nickel from leaking out. It keeps the tubing safe inside the body. You use special cleaning and chemical baths to make this layer. Passivation also helps the tubing resist rust and wear. This step is very important for superelastic nitinol tubing in medical guidewires.
Tip: Always check the tubing after passivation. Make sure the surface is smooth and even with no weak spots.
Polishing
You finish the tubing by making the surface smooth. You can use electropolishing to remove tiny bumps. This makes the tubing very smooth. A smooth surface lowers the risk of tissue damage. It helps the tubing move easily inside blood vessels. Polishing also lowers nickel release and makes the tubing safer for the body. Super elastic nitinol tubing needs a clean, shiny surface to work safely.
Surface Finishing Step | Benefit for Medical Tubing |
|---|---|
Passivation | Stops nickel release, boosts safety |
Electropolishing | Smooths surface, lowers tissue damage |
Polishing | Improves durability and biocompatibility |
You must follow these steps to make sure your super elastic nitinol tubing has the right memory, strength, and safety for advanced guidewire use.
Quality & Performance
Testing Standards
You have to use strict testing standards to keep medical tools safe. These rules help you check the quality of ultra-thin wall nitinol tubing at every step. You use non-destructive tests to find hidden problems without hurting the wire. This keeps your precision tools strong and safe for the body.
ASTM F3306 checks nickel ion release to protect patients from harm.
ASTM F2129 tests for corrosion, so tubing does not rust in the body.
ASTM F3044 checks for galvanic corrosion when metals touch each other.
ASTM F2004 finds the transformation temperature for memory and superelasticity.
Metallography and scanning electron microscopy let you look at the tubing’s surface and inside.
Fracture surface analysis helps you learn why a wire might break, so you can fix it before it reaches patients.
You also use statistics to set rules for corrosion resistance and pitting. These rules help you decide if a batch of tubing is good enough for medical tools. Non-destructive tests like ultrasonic and eddy current testing help you find cracks or weak spots early. You can trust your nitinol wire meets the highest safety and performance standards.
Note: Always follow these standards to keep your medical tools safe and reliable for every patient.
Medical Nitinol Processing
Medical nitinol processing uses special steps to make sure every piece of tubing meets strict rules. You test the tubing for tensile strength, elasticity, resistivity, and density. These tests help you keep each batch the same, so your medical tools work the same way every time.
You check the tubing many times during production. Early checks help you find problems before they get worse. Only tubing that meets ASTM F2063 standards goes to doctors and patients. This standard checks the chemical makeup, mechanical properties, and biocompatibility of the tubing. You use careful alloy mixing, heating, and both hot and cold working to keep the tubing strong and flexible.
Medical nitinol processing gives you tubing that is safe, reliable, and ready for use in precision instruments. You can trust each wire will have the right memory and strength for advanced medical tools.
Guidewire Benefits
Ultra-thin wall nitinol tubing gives your guidewires special benefits that help doctors treat patients better. The tubing has walls as thin as 0.0005 inches. This makes the guidewire easy to move through narrow blood vessels. The tubing’s modulus of elasticity, between 40 and 70 Ksi, lets it bend and snap back to shape. This flexibility helps the guidewire avoid kinks and keeps it moving smoothly.
Property/Metric | How It Helps Your Guidewire |
|---|---|
Wall Thickness | Thin walls increase space inside the catheter and improve movement. |
Modulus of Elasticity | High flexibility and superelastic behavior. |
Lasts up to 10 million bends, so it does not break easily. | |
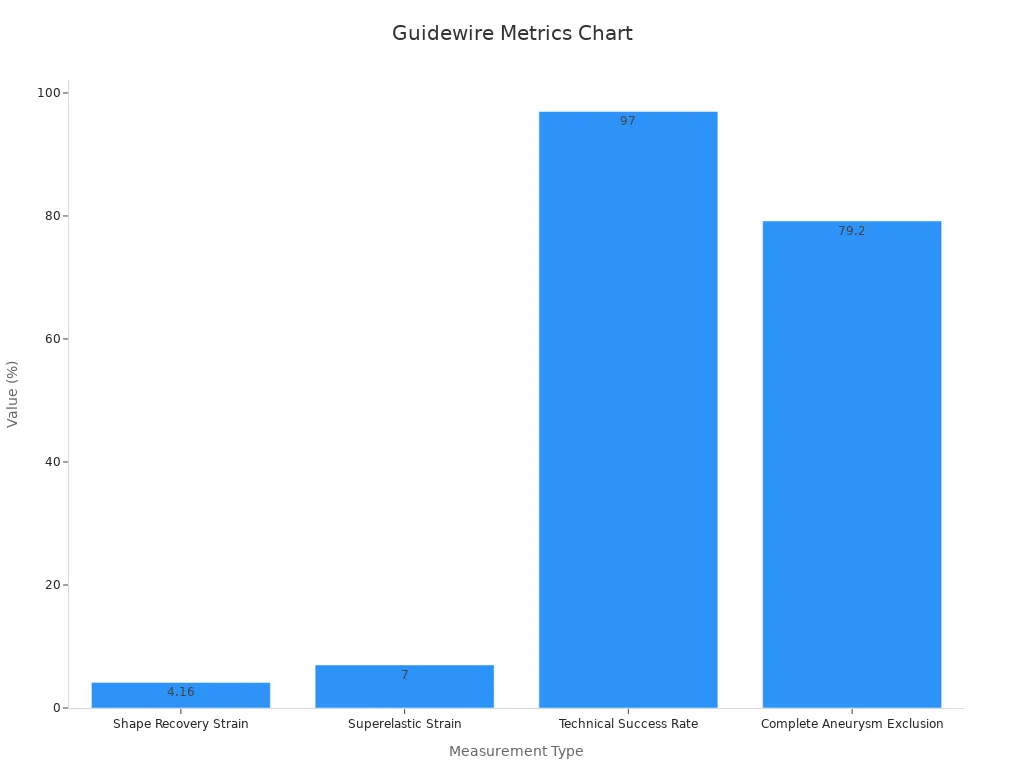
Superelastic Strain Capacity | Bends up to 6.3% and returns to shape, stopping kinks. |
Shape Recovery Strain | Recovers about 4.16% strain, keeping memory and shape. |
Dimensional Tolerances | Tight tolerances mean every wire works the same way. |
Torque Response & Pushability | Better control and steerability for doctors. |
Clinical Success Rates | 97% success in vascular procedures. |
Comparative Advantage | Fewer problems than stainless steel, with 25% fewer complications. |
You get guidewires that are flexible, strong, and easy to control. The memory in the tubing helps it return to its original shape after bending. Doctors can steer the guidewire through tight spaces without worrying about kinks or breaks. Medical tools made with this tubing help reduce problems during surgery and improve patient outcomes.
Tip: Pick ultra-thin wall nitinol tubing for your medical tools if you want the best mix of flexibility, memory, and safety.
You make ultra-thin wall nitinol tubing by using several steps. These steps are alloy selection, tube formation, drawing, heat treatment, and surface finishing. Each step helps the tubing become strong, bendy, and safe for guidewires. The table below shows how each step helps the tubing work better:
Parameter / Metric | Description | Guidewire Benefit |
|---|---|---|
Fatigue Endurance Limits | Lasts 2-3 times longer at 10⁷ cycles | Durability and shape retention |
Wall Thickness | About 0.08 mm optimal | Prevents kinking, adds flexibility |
Clinical Success Rates | Up to 97% with nitinol tools | Reliable in surgery |
Advanced nitinol processing helps you make tubing with exact shapes and features. This keeps your guidewires flexible, strong, and accurate during hard surgeries.
FAQ
What makes nitinol tubing better than stainless steel for guidewires?
Nitinol tubing can bend a lot without breaking. It is more flexible and does not kink easily. Doctors can move guidewires through tight places better. Stainless steel wires might bend out of shape or get stuck.
How thin can you make nitinol tubing walls?
Nitinol tubing walls can be as thin as 0.05 mm. This is even thinner than a human hair. Thin walls help guidewires slide smoothly in small blood vessels.
Is nitinol safe for use inside the human body?
Yes, nitinol is safe to use. Medical-grade nitinol follows strict rules. Passivation and polishing help stop nickel from coming out. This keeps patients safe during medical procedures.
How do you check the quality of nitinol tubing?
You use many tests:
Non-destructive testing like ultrasonic and eddy current
Checking the size and shape
Testing for rust and corrosion
These tests help you find cracks or weak spots before using the tubing in medical tools.
See Also
The Manufacturing Process Behind Medical Nitinol Tubing
The Importance Of Nitinol Tubing In Modern Medicine
Detailed Production Guide For Nitinol Microtubing Use

© Copyright 2024 My First Blog - All Rights Reserved.