What are the standard precision tolerances for nitinol tubing

Standard precision tolerance nitinol tubing has very strict size limits. These limits make sure nitinol tubing has the right diameter and wall thickness. Medical and high-tech areas need this kind of accuracy. ASTM F2063 and rules like ISO 13485:2016 help set these limits. Tight tolerances keep devices safe and working well. Makers use special ways to check nitinol tubing quality. The table below lists common precision tolerance nitinol tubing values and standards:
Parameter Category | Details |
|---|---|
Outer Diameter Tolerances | Ranges from ±0.005mm to ±0.030mm for medical device compatibility |
Wall Thickness Tolerances | Ranges from ±0.0075mm to ±0.030mm, critical for durability and performance |
Compliance Standards | ISO 9001:2015, ISO 13485:2016, EU CE marking, ISO 10993 biocompatibility testing |
Key Takeaways
Nitinol tubing must have very exact sizes. This is important for medical devices. It helps keep people safe and makes sure things work right.
Rules like ASTM F2063 and ISO 13485 are very strict. They say how big the tubing can be. They also say what it is made of and how good it must be. These rules help make sure devices work well.
Makers use special ways and tools to check the tubing. They look at the tubing’s width, wall thickness, and how smooth it is. They do this very carefully.
Custom nitinol tubing can be made in special sizes and shapes. This helps devices work better and helps patients feel better.
Working with suppliers and doing quality checks is important. It helps you get nitinol tubing that fits your needs. It also makes sure the tubing is very good.
Precision Tolerance Nitinol Tubing

Outer Diameter Tolerance
Outer diameter tolerance is very important for nitinol tubing. Makers create nitinol tubing with outer diameters from 0.1 mm to 5 mm. Medical nitinol tubing often needs tolerances as close as ±0.005 mm to ±0.01 mm. These tight limits help nitinol capillary tubes fit well in medical devices. This also helps them work the right way.
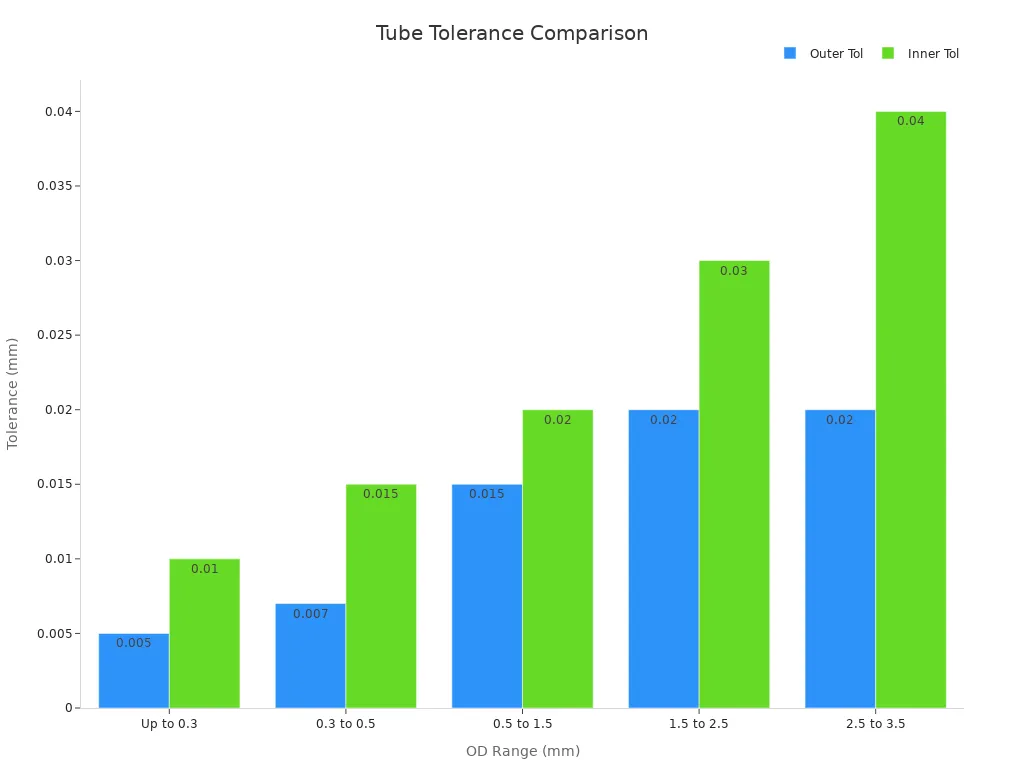
Tubing Outer Diameter Range (mm) | Outer Diameter Tolerance (mm) |
|---|---|
Up to 0.3 | ±0.005 |
0.3 to 0.5 | ±0.007 |
0.5 to 1.5 | ±0.015 |
1.5 to 2.5 | ±0.020 |
2.5 to 3.5 | ±0.020 |
Even tiny changes in outer diameter can cause trouble in medical uses. Devices like stents and catheters need nitinol tubing with steady diameters. This helps them move easily through blood vessels. Experts say that outer diameter tolerance and steadiness are very important for safety. This is especially true for interventional therapies. Customers should always check what tolerance their device needs.
ASTM F2063 gives the rules for nitinol tubing in medical devices. This standard says tubing under 0.3 mm must have tolerance as tight as ±0.005 mm. ASTM F2063 also sets limits for nickel, carbon, and surface roughness. These rules help nitinol capillary tubes stay safe and work well.
Wall Thickness Tolerance
Wall thickness tolerance is another important size rule for nitinol tubing. Medical nitinol tubing usually has wall thicknesses from 0.1 mm to 0.3 mm. Industrial nitinol tubing can have wall thicknesses up to 15 mm. The wall thickness tolerance for nitinol capillary tubes is usually between ±0.005 mm and ±0.01 mm. This control is needed for strong and bendy devices.
Tubing Outer Diameter Range (mm) | Wall Thickness Tolerance (mm) |
|---|---|
Up to 0.3 | ±0.010 |
0.3 to 0.5 | ±0.015 |
0.5 to 1.5 | ±0.020 |
1.5 to 2.5 | ±0.030 |
2.5 to 3.5 | ±0.040 |
Makers use special steps like vacuum melting, cold drawing, and heat treatment. These steps help keep wall thickness within the right limits. They also use laser micrometry and ultrasonic testing to check the tubing. These checks help keep nitinol capillary tubes ready for tough jobs like neurovascular stents.
Quality control studies show that checking wall thickness at many spots helps keep it even. This makes nitinol tubing more reliable in hard jobs.
Length and Concentricity
Length and concentricity are also important for nitinol tubing. Tubing length can be just a few millimeters or over 6000 mm. Medical nitinol tubing is often 300 mm to 1500 mm long. Industrial tubing can be much longer. Makers can cut tubing to custom lengths with very tight limits.
Concentricity shows how evenly the wall thickness goes around the tubing. High concentricity means the wall is even all the way around. This is important for strength and bending. Data shows nitinol tubing can have concentricity tolerances up to 0.01 mm. This helps stop weak spots and keeps tubing strong under stress.
Statistical Impact of Precision Tolerances
Precision tolerance nitinol tubing affects how well devices work. The table below shows how tight tolerances make devices more reliable. They also help with fatigue resistance and biocompatibility in tough jobs:
Parameter | Statistical Evidence | Impact on Performance |
|---|---|---|
Wall Thickness Tolerance | Kept within 0.01 mm | Makes sure size is right for device reliability |
Diameter Tolerance | As tight as ±0.0005" (±0.005 mm) | Gets over 95% concentricity accuracy, which is key for implants |
Fatigue Endurance Limit (FEL) | TM-1 making gets FEL 2-3 times better than TM-2 | Shows better fatigue resistance from precision control |
Inclusion Size | Kept to 39 microns by ASTM F2063 | Keeps quality and biocompatibility steady |
Microstructural Defects | Tiny holes ≤ 0.2%, unwanted particles ≤ 0.2% | Lowers failure risk and makes tubing stronger |
Surface Roughness (Ra) | As low as 0.1 μm | Helps stop corrosion and lowers failure risk |
ASTM F2063 and Dimensional Specifications
ASTM F2063 is the main rule for nitinol tubing in medical devices. It sets strict rules for size, chemical makeup, and how strong the tubing is. The table below lists some important rules:
Parameter | Numerical Value | Relevance to ASTM F2063 |
|---|---|---|
Dimensional Tolerance | ±0.005 mm (for tubing < 0.3 mm) | Makes sure tubing fits and works in medical devices |
Nickel Content | 54.5% - 57.0% | Keeps the alloy stable and gives it shape memory |
Carbon Content | ≤ 0.040% | Lowers bad stuff to make tubing last longer |
Oxygen Content | ≤ 0.040% | Controls non-metal bits, helps stop corrosion and keeps tubing strong |
Shape Recovery Strain | ~4.16% | Shows how well the alloy goes back to its shape |
Superelastic Strain | ~7% | Shows how much it can bend without breaking |
Endurance Requirement | >600 million cardiac cycles | Proves tubing can last a long time in the body |
Non-metallic Inclusion Size | ≤ 5.4 μm with 0.5% area ratio | Limits defects that could cause breaks |
Surface Roughness (Ra) | ≤ 0.1 μm | Makes tubing resist corrosion and safe for the body |
Nickel Ion Release after Passivation | 75 ppb | Keeps nickel levels low for safety |
Load Bearing Capacity | >1400 N | Lets tubing be used in strong devices |
ASTM F2063 and other rules make sure nitinol tubing is safe and works well for medical and industrial uses.
How Tolerances Vary by Tube Size
Tolerances for nitinol tubing change with tube size. Smaller nitinol capillary tubes need tighter limits. Even a small mistake can hurt how the device works. Bigger tubing can have looser limits, but makers still keep size rules strict. Surface finishing, like electropolishing, helps keep sizes exact after making the tubing.
Makers say to check all size rules for each use. This makes sure nitinol tubing fits the needs of medical, industrial, or aerospace devices.
Manufacturing & Quality
Production Methods
Makers use special ways to make nitinol tubing very exact. They start with nitinol that is very pure. The nickel and titanium amounts are carefully controlled. Vacuum Arc Remelting takes out bad stuff and keeps the alloy even. This is important for medical and aerospace tubing.
The tubing is then changed by cold working. This makes the inside structure better. About 30% cold deformation helps keep nitinol’s special features. Heat treatment at 400°C to 550°C sets the shape memory. Custom tools are often used for this step. Laser cutting makes tiny patterns in the tubing. This helps medical devices bend and move. Centerless grinding takes away surface problems and keeps the size right. After grinding, electropolishing makes the tubing smooth. It also helps stop rust and keeps the tubing safe for the body.
Aspect | Details |
|---|---|
Material Standards | ASTM F2063, high purity, controlled nickel-titanium ratio |
Alloying Process | Vacuum Arc Remelting (VAR) |
Cold Working | 30% deformation for microstructure refinement |
Heat Treatment | 400°C–550°C for shape setting |
Laser Cutting | Micron-level precision for device flexibility |
Centerless Grinding | Removes imperfections, ensures exact size |
Electropolishing | Smooths surface, boosts corrosion resistance |
Inspection & Verification
Nitinol tubing must pass many quality checks. Makers use laser micrometers to check the outer diameter. They use ultrasonic gauges to check wall thickness. Optical comparators and bore gauges help check the tubing’s size. These tools can measure very small differences, like ±0.005mm. This is very important for tubing under 0.3mm wide.
Testing is not just about size. Mechanical and thermal tests check how strong and bendy the tubing is. They also check if it remembers its shape. Surface roughness is checked to keep it under 0.1 μm. Cleanrooms and biocompatibility tests help keep patients safe. Makers follow FDA rules and ISO 13485 to meet laws. These steps help stop delays and extra costs.
ASTM F2063 nitinol tubing works well in 97% of clinical cases.
Aneurysm exclusion rate is 79.2%, showing good results.
Aneurysm occlusion at 12 months is 96.7%, proving it lasts.
Tests include tensile strength, thermal checks, and fatigue resistance.
Following FDA and ISO 13485 is needed for legal approval.
Makers write down every step to meet strict rules. This makes sure nitinol tubing is safe, strong, and ready for medical and high-tech uses.
Application Tolerances
Medical Device Tubing
Medical device tubing needs the most exact tolerances in nitinol. Makers must follow strict rules for tubing in heart devices like stents and catheters. These devices use tubing with outer diameter tolerances as small as ±0.005 mm. Wall thickness must be kept within 0.01 mm. Surface roughness should stay under 0.1 μm. This helps the tubing work well in the body and keeps blood vessels safe.
Parameter/Metric | Requirement/Value |
|---|---|
Outer Diameter Tolerance | ±0.005 mm to ±0.015 mm |
Wall Thickness Tolerance | ≤ 0.01 mm |
Surface Roughness (Ra) | ≤ 0.1 μm |
Microstructure Control | Porosity/inclusions ≤ 5.4 μm, 0.5% area ratio |
Certifications and Standards | ISO 13485, FDA, ASTM F2063 |
Laser micrometry and other tools check these tight limits. Automated machines give real-time feedback to keep sizes right. This helps get over 95% concentricity in top nitinol tubing. Studies show heart devices with precise nitinol tubing help patients more and have fewer recalls. Fatigue tests on many samples link cracks to surface flaws. This proves why strict control is needed. Makers follow ISO 13485 and ASTM F2063 for safety and rules.
Medical uses need nitinol tubing with the most precision. This is very true for heart devices, where even small mistakes can hurt how they work or patient safety.
Industrial & Aerospace
Industrial and aerospace fields use nitinol tubing too, but their size limits are different. These areas often use tubing with bigger diameters and thicker walls. Outer diameter tolerances can be from ±0.015 mm to ±0.030 mm. Wall thickness tolerances can go up to ±0.030 mm. These limits are not as tight as for medical tubing, but they still need to be steady for tough jobs.
Tubing Grade | OD Range (mm) | OD Tolerance (µm) | Concentricity Tolerance |
|---|---|---|---|
Standard | 0.254-1.65 | 10.2 - 25.4 | N/A |
Precision | 1.65 - 5 | 12.7 - 25.4 | >90% |
Premium | 1.65 - >5 | 12.7 - 20.3 | >95% |
Non-contact checks like ultrasonic and radiographic testing find flaws and make sure rules are met. Laser cutting with real-time checks keeps the tubing strong and in good shape. In aerospace, tubing must handle high heat and lots of stress. Makers use advanced checks and quality steps for this.
Both industrial and aerospace jobs use nitinol tubing for its special features, but only medical tubing needs the tightest limits and strictest checks.
Customizable Nitinol Tubing
Custom Tolerance Options
Customizable nitinol tubing lets engineers and doctors design tubing for special jobs. Standard nitinol tubing works for many things. But sometimes, projects need tighter or different size rules. Customizable nitinol tubing can have special outer diameters, wall thicknesses, and lengths. This helps with tricky medical devices, airplane parts, and robots.
Nitinol tubing can be made in special shapes and sizes. For example, it can bend a lot and then go back to its shape. It can have a superelastic strain up to 7%. It can also have a shape recovery strain around 4%. These features let the tubing bend and snap back. New laser tools and 3D printing help control grain size and strength. This makes it possible to make tubing with exact sizes for each job.
The table below lists the good things about customizable nitinol tubing:
Benefit Aspect | Description |
|---|---|
Enhanced Device Performance | Customizable nitinol tubing lets you change its strength and size. This helps devices work better for each patient. |
Improved Patient Outcomes | Custom-made designs, like special stents, fit patients better. This helps people heal faster, especially in hard cases. |
Mechanical Optimization | Using nitinol’s special features helps make tubing bendy and strong for each use. |
Customizable nitinol tubing is strong, bendy, and safe for the body. These features help the tubing fit people and last longer inside them.
Working with Suppliers
It is important to work with suppliers when buying customizable nitinol tubing. Customers should tell suppliers the exact sizes they need. This means outer diameter, wall thickness, and length. They should also say how the tubing will be used. For example, will it go inside the body or face a lot of stress?
Suppliers use special ways to make nitinol tubing with custom sizes. They might use copper cores or special holders during heat treatment. These steps help keep the tubing’s shape and size right. Suppliers also use computers to shape the tubing.
When customers want custom nitinol tubing, they should know it can take longer to make. Custom orders may cost more because of extra steps and tools. Quality checks are even more important. Suppliers test the tubing for tight sizes, high concentricity, and strong features.
The table below shows quality checks for custom nitinol tubing:
Grade | OD Range (inches) | OD/ID Ratio | OD Tolerance (inches) | Concentricity Tolerance | Alloy/Ingot Quality |
|---|---|---|---|---|---|
Standard | 0.010 - 0.065 | 1.11 - 2.67 | +0.0003 to +0.001 | N/A | Standard |
Precision | 0.065 - 0.197 | > 1.08 | ±0.0005 | > 90% | Standard |
Premium | 0.065 - 0.197 | > 1.08 | ±0.0005 | > 95% | Standard & Enduro |
Customizable nitinol tubing helps make better devices. But it needs careful planning and teamwork with suppliers. Customers should think about how tight sizes affect cost and delivery time.
Precision tolerances in nitinol tubing are very important for safety and how well devices work. Today’s factories and quality checks help nitinol tubing meet tough rules for medical, industrial, and aerospace jobs. Suppliers follow careful steps to make sure nitinol tubing fits special needs:
Batch testing checks strength, bending, and uses safe testing methods.
Every batch of tubing can be tracked and has records.
Suppliers use high-tech tools and get instant updates to keep nitinol tubing within small size limits.
Customers and suppliers work together to check designs and how tubing is made.
Following rules and having ISO certificates shows the tubing is good quality.
Picking the right supplier for nitinol tubing helps you get good results. For special projects, talk to experts to find the best nitinol tubing tolerances.
FAQ
What is the tightest outer diameter tolerance for nitinol tubing?
The smallest outer diameter tolerance for nitinol tubing is ±0.005 mm. This very small limit is used in medical device tubing. It helps the tubing fit right and keeps it safe to use.
Why do medical devices need such strict nitinol tubing tolerances?
Medical devices need strict tolerances to protect patients. Tight limits help devices fit well and work the right way. Even tiny mistakes can change how the device works or affect health.
How do manufacturers check nitinol tubing tolerances?
Manufacturers use laser micrometers, ultrasonic gauges, and optical tools. These tools measure the tubing’s size and wall thickness. Quality checks are done many times to make sure sizes are correct.
Can nitinol tubing tolerances be customized for special projects?
Yes, suppliers can make nitinol tubing with custom tolerances. Engineers and doctors can ask for special sizes or shapes. Custom orders might take more time and cost extra.
What standards guide nitinol tubing tolerances?
ASTM F2063 gives the main rules for nitinol tubing. ISO 13485 and FDA rules also help keep medical tubing safe and high quality.
See Also
The Process Behind Manufacturing Nitinol Tubing For Medicine
Evaluating Tensile Strength Between Nitinol And Stainless Steel Tubing
The Importance Of Nitinol Tubing In Modern Medical Uses
Tips For Choosing The Ideal Nitinol Tubing Supplier Today
Finding The Most Cost-Effective Supplier For 2mm Nitinol Tubing

© Copyright 2024 My First Blog - All Rights Reserved.